2026 Best Double Layer Belt Conveyor for Global Buyers?
In the ever-evolving world of industrial solutions, the "Double Layer Belt Conveyor" stands out as a remarkable advancement. This conveyor system provides efficient and reliable material handling, essential for various industries. Its dual-layer design optimizes space and increases throughput. Companies globally seek out this technology to enhance productivity.
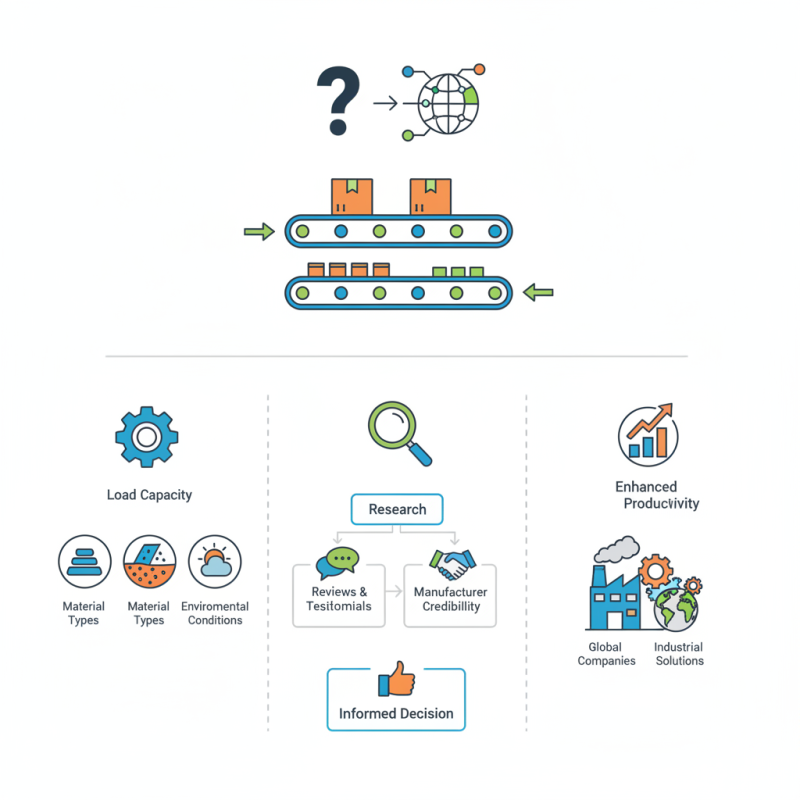
However, it is crucial to consider the specific needs of your operation. The selection of the right "Double Layer Belt Conveyor" can significantly impact overall performance. Not all models are created equal, and buyers should reflect on their unique requirements. Critical factors include load capacity, material types, and environmental conditions.
While many manufacturers claim high-quality products, it is essential to assess their credibility. Reviews and testimonials can guide buyers, but they should also be wary of overhyped claims. Ultimately, thorough research will lead to a well-informed decision, ensuring the best fit for your operational needs.
Overview of Double Layer Belt Conveyors
Double layer belt conveyors are becoming increasingly popular in various industries. They offer advantages in efficiency and space utilization. These conveyors typically consist of two belts operating simultaneously, which can streamline the movement of goods. According to industry reports, the global market for conveyors is expected to reach $8 billion by 2026. This indicates strong demand for efficient material handling solutions.
One key benefit of double layer belt conveyors is their ability to handle diverse materials. They can transport both heavy and lightweight goods. This versatility is essential for sectors such as manufacturing and logistics. However, companies should consider their specific needs before investing in such systems. Not all double layer models are created equal, and factors like speed and load capacity vary significantly.
Tips: When choosing a conveyor, evaluate the materials you will transport. Understand the operating environment as well. These decisions can greatly influence performance. Regular maintenance is also crucial. This can help prevent unexpected downtimes, which can be costly. Conduct periodic checks on the belts and motors to ensure everything runs smoothly.
Key Features of the 2026 Best Double Layer Belt Conveyor
In 2026, the design of double layer belt conveyors promises to enhance operational efficiency. Key features include a robust structure and advanced material handling capabilities. The double layer system allows for increased load capacity while minimizing wear and tear. This design supports various industries, from manufacturing to logistics.
Durability stands out as a critical aspect. These conveyors utilize high-quality materials that resist corrosion and abrasion. Regular maintenance is essential, as neglect can lead to decreased performance. Operators should keep a close eye on belt tension and alignment for optimal operation.
Efficiency also lies in energy use. Modern conveyors offer reduced power consumption compared to older models. However, users should be cautious. Sometimes, the promise of efficiency does not match real-world results. Always assess the actual performance before making long-term decisions. This vigilance can prevent costly mistakes while increasing reliability in material handling operations.
2026 Best Double Layer Belt Conveyor - Key Features Comparison
Advantages of Double Layer Belt Conveyors for Global Buyers
Double layer belt conveyors are becoming increasingly popular among global buyers. They offer several advantages that cater to various industries. One significant benefit is their enhanced capacity. According to industry reports, these conveyors can handle materials more efficiently than single-layer models. They allow for a larger volume of products to be moved simultaneously, reducing downtime and boosting overall productivity.
Moreover, double layer belt conveyors promote better space utilization. In environments where floor space is limited, their design allows for increased vertical stacking of goods. This feature is crucial for warehouses and production facilities looking to maximize operational efficiency. A report by the Material Handling Industry Association states that optimizing layout can reduce handling costs by up to 15%. This statistic highlights the practical value of investing in double layer systems.
Nonetheless, potential buyers should consider some challenges. These systems may require more maintenance due to their complexity. Users often report that initial installation can be difficult. Regular upkeep is necessary to avoid breakdowns. It's essential for businesses to weigh these factors against the increased efficiency they might gain. The decision should involve thorough analysis and long-term planning, ensuring the best fit for specific operational needs.
Top Manufacturers and Brands of Double Layer Belt Conveyors in 2026
The demand for double layer belt conveyors has surged in recent years. These conveyors are essential in various industries, from warehousing to manufacturing. They provide enhanced efficiency and space-saving solutions. When selecting a conveyor, buyers often assess critical features like load capacity and material quality.
Manufacturers specialize in different aspects of conveyor design. Some focus on durability, ensuring long-lasting performance even in harsh environments. Others prioritize technological advancements, like automation and smart controls. It’s crucial to evaluate the supplier’s track record. Customer reviews can offer insights into reliability and overall satisfaction. Observing case studies can be helpful too.
Still, challenges persist in the market. Not all manufacturers maintain consistent quality. Prospective buyers should consider warranty and service agreements. Mishaps during installation can lead to costly downtime. A thorough assessment of supplier credentials is necessary. This may involve looking at industry certifications and compliance with safety standards. Making informed decisions can ultimately enhance operational efficiency.
Market Trends and Future Prospects for Double Layer Belt Conveyors
The market for double layer belt conveyors is evolving rapidly. Companies are increasingly recognizing the benefits of these systems in enhancing operational efficiency. These conveyors can effectively transport both small and large items simultaneously. This versatility helps businesses streamline their production processes.
Current trends indicate a shift towards automation. As industries adopt smart technologies, double layer belt conveyors are being integrated with sensors and AI. This allows for real-time monitoring and predictive maintenance. However, some manufacturers still struggle with adapting their existing infrastructure to support these advancements.
Future prospects show promising growth in various sectors, such as logistics and manufacturing. Companies are investing in these conveyors to optimize space and reduce downtime. Yet, challenges remain, including potential technical issues and the need for worker training. Balancing innovation and traditional practices may require continuous evaluation.
2026 Best Double Layer Belt Conveyor for Global Buyers
| Model | Load Capacity (kg) | Belt Width (mm) | Speed (m/s) | Energy Consumption (kW) | Price Range (USD) | Market Trend |
| DB-100 | 500 | 600 | 1.2 | 2.5 | 2000 - 2500 | Stable Growth |
| DB-200 | 750 | 800 | 1.5 | 3.0 | 2500 - 3000 | Increasing Demand |
| DB-300 | 1000 | 1000 | 1.8 | 4.0 | 3000 - 3500 | Expanding Market |
| DB-400 | 1200 | 1200 | 2.0 | 5.0 | 3500 - 4000 | High Demand |
